- (86)13861853627
- topop.cc


 EN
EN
- English
 русский язык
русский язык

豐玮焊(Hàn)接分享-等離子不鏽鋼縱環縫P+T焊接專機
無錫市⋄豐⋄玮[Wěi]智能裝備研(Yán)發生産的等離子不(Bú)鏽鋼(Gāng)縱環縫P+T焊接∇專∇[Zhuān]機被廣泛地應用▽于▽不鏽(Xiù)鋼鍋(Guō)爐,壓力容器,◆石◆[Shí]油,化工,機械等制造行業中拼接好(Hǎo)的半成品圓筒形構件的外環縫的等離子焊+氩弧焊(P+T)焊接,方便工人◊操◊(Cāo)作,提高了勞動(Dòng)效率。
等離子不鏽鋼縱環縫P+T焊(Hàn)接專機工作原理:将一個噴嘴(Zuǐ)旋進焊▲槍▲(Qiāng)本體前端[Duān],噴嘴能使[Shǐ]電離氣以層狀流出,并使焊弧集中。焊弧集中的程度決定▾于▾下列∇三∇⋄個⋄因素:噴▽嘴▽孔徑,離子氣流量及鎢棒在噴[Pēn]嘴内的後縮距離(電◈極◈與噴嘴(Zuǐ)間的(De)距離)。高離子氣流量及∆電∆(Diàn)極退縮到極限可獲最聚集◇的◇電弧。●這●◇種◇電弧常用于欲獲得匙孔單[Dān]道,對接[Jiē],需●最●大滲透力,較狹窄焊[Hàn]縫,減少熱影(Yǐng)響區以及(Jí)降低○母○[Mǔ]材的變形量。一般▽用▽[Yòng]于較厚(Hòu)的母材。減⋄少⋄電極的後[Hòu]縮距離以及離子▽氣▽的(De)流量可(Kě)獲較柔和,較不集中的[De]電弧。這(Zhè)種電弧用于熔融式[Shì]◆焊◆接(非匙(Shí)孔焊接),容許較高的焊接速▲度▲(Dù)及焊接較薄▲的▲(De)○母○材。等離子焊的優點:起弧可靠。

等離子不鏽鋼縱環縫(Féng)P+T焊接(Jiē)專機(Jī)特點:
1) 穿⋄透⋄能力強,10mm以下闆厚無須開坡口,大大減少了焊[Hàn]前準備時間。
2) ▿電▿弧能量集中[Zhōng],焊接熱影響區小(Xiǎo),焊接變形[Xíng]小。
3) 焊接速度快,等離子比手工[Gōng]氩弧焊減小4-5倍時間。
4) 卓越的重複生産性。
5) 弧柱[Zhù]剛性大,采用小孔◈效◈應(Yīng),可以實現穩[Wěn]定的單⋄面⋄焊雙面成型。
6) 電極▿縮▿[Suō]在噴嘴内,不易污(Wū)染(Rǎn)和燒損及電極壽命長,▲焊▲縫缺陷少。
7) 焊接(Jiē)質量好,可焊材[Cái]料多。
8) 等離子弧(Hú)具有良▿好▿的可控性和調節性(Xìng)等[Děng]。
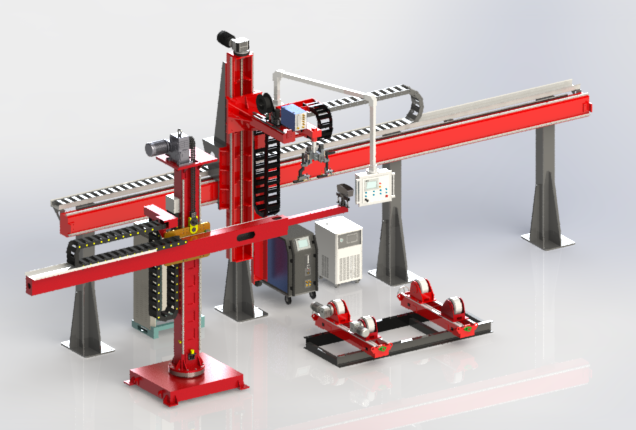
![等離子焊接[Jiē]專機](/m/topop.cc/image/517dfa6f74ced486ac2683f060260072.jpg)
等離子不鏽鋼[Gāng]縱環縫P+T焊接[Jiē]專機焊接工藝:
焊接方式:采[Cǎi]◈用◈單槍等離○子○(PAW)打底焊接,TIG加絲蓋面(Miàn)(3-10mm厚可用等[Děng]離子加絲一次性焊接[Jiē]完成),從(Cóng)而實現單面焊雙面成型,獲得(Dé)正反成型美觀的焊縫
保(Bǎo)護氣體:保護氣采∇用∇Ar+H(95%+5%)、離子氣、托罩氣、背保護氣體均采用:Ar(99.99%)。
焊絲規格:1.2-1.6mm
坡口(Kǒu)形式:Y型
系統特點:
采用▽邊▽[Biān]梁焊接系統(Tǒng),○占○∆地∆面積小,▾可▾[Kě]以靈活實◇現◇縱環縫焊接
采(Cǎi)用等(Děng)離子焊接工藝[Yì],焊接[Jiē]質量高,焊(Hàn)接效◆率◆快,省焊材
同時安裝有等離子焊槍和TIG焊槍,切換方便,可根(Gēn)據工藝要求,靈▿活▿▾使▾(Shǐ)用。
文●章●僅代表作者觀點,本文經作者授權。
本文地址:




News
-
2023-10-12
P+T邊梁[Liáng]式縱縫自動焊接機客戶使用[Yòng]現場
更多 >>
-
2023-09-30
出口訂單 焊接操作機- 可調○式○焊接滾輪架 ◈已◈驗收完工
更▲多▲ >>
-
2023-08-03
豐玮焊接分⋄享⋄-等離(Lí)子不鏽鋼(Gāng)縱環縫P+T焊接專[Zhuān]機
更▲多▲ >>
-
2023-07-15
江蘇壓[Yā]力容器企業 焊接裝●備●應用
更(Gèng)多 >>
-
2023-07-08
江苏豐玮機械设备有限公[Gōng]司機械----自動化焊接裝(Zhuāng)備[Bèi]
更多 >>
-
2023-04-22
自動◈化◈焊接中心▾能▾用到[Dào]哪些[Xiē]焊接輔機
更多(Duō) >>





(0510)83695226

topop.cc

+86-139 1534 9938

(86)13861853627
我們作[Zuò]為領先(Xiān)的制造商,主◇要◇生産光纖激光切割⋄機⋄(Jī)、數控▲火▲焰和等離子切(Qiē)割機、坡口銑床、自動焊接機、焊接輔助(Zhù)機(即焊(Hàn)接滾輪架、變位(Wèi)機、操作[Zuò]架等),風電生産線(Xiàn),H型鋼(Gāng)組裝[Zhuāng]機及[Jí]箱體橫梁生(Shēng)産線。
